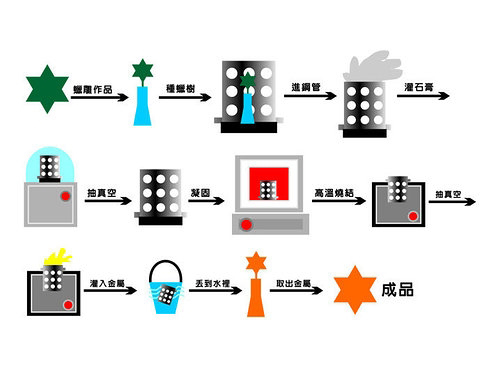
小型 CNC雕刻機 雕刻軟材質後再(Metal Casting 翻砂鑄造)那就變成:金屬材質了!
CNC雕刻機小型的主軸與架構,通常只有可以雕刻比較軟的材質
例如:木頭.壓克力.塑膠版….
至於,像金屬銅.鋁或鐵….那如果不是使用水冷方式的大功率主軸,是沒辦法的!
對玩家而言,要不是當職業,所以雕刻機價格當然不能太貴!
目前市面上四萬元以下的CNC雕刻機都是講得很清楚:不適合雕刻金屬銅.鋁或鐵….
只能雕刻 木頭.壓克力.塑膠版.聚木板…
於是,就有人先用小型CNC雕刻機雕刻出木頭.塑膠版…
再用『翻砂』的鑄造技術,硬生生的至做出:金屬 鋁 Aluminum 作品!
看了此影片後,忽然覺得:這也是一種變通的辦法!
不然,軟性材質耐用性與實用性還是不高!
那您會問:什麼是(翻砂鑄造)呢
翻砂鑄造是用粘土粘結砂作造型材料生產鑄件,是歷史悠久的工藝方法,也是應用範圍最廣的工藝方法。
說起歷史悠久,可追溯到幾千年以前;論其應用範圍,則可說世界各地無一處不用。
中文名:翻砂鑄造
適用領域範圍:高壓造型、射壓造型、氣沖造型
屬性:用粘土粘結砂作造型材料生產
值得注意:是最重要的造型材料
翻砂鑄造:
值得注意的是,在各種化學粘結砂蓬勃發展的今天,粘土濕型砂仍是最重要的造型材料,其適用範圍之廣,耗用量之大,是任何其他造型材料都不能與之比擬的。
據報道,美國鋼鐵鑄件中,用粘土濕型砂製造的占80%以上;日本鋼鐵鑄件中,用粘土濕型砂製造的占73%以上。
適應造型條件的能力極強,也是粘土濕型砂的一大特點。
1890年震壓式造型機問世,長期用於手動造型條件的粘土濕型砂,用於機器造型極為完成,並為此後造型作業的機械化、自動化奠定了基礎。
近代的高壓造型、射壓造型、氣沖造型、靜壓造型及無震擊真空加壓造型等新工藝,也都是以使用粘土濕型砂為前提的。

各種新工藝的實施,使粘土濕型砂在鑄造生產中的地位更加重要,也使粘土濕型砂面臨許多新的問題,促使我們對粘土濕型砂的研究不斷加強、認識不斷深化。
現今,隨著科學技術的速發展,各產業部門對鑄件的需求不斷增長,同時,對鑄件品質的要求也越來越高。
現代的鑄造廠,造型裝置的生產率已提高到前所未有的水平,如果不能使型砂的效能充分適應具體生產條件,或不能有效的控制其穩定、一致,則不用多久就可能將鑄造廠埋葬於廢品之中。
隨著科學技術的發展,目前採用粘土濕型砂的鑄造廠,一般都適合其具體條件的砂處理系統,其中內含:
舊砂的處理、新砂及輔助材料的加入、型砂的混制和型砂效能的監控。
粘土濕砂系統中,有許多不斷改變的因素。
如某一種或幾種關鍵效能不能保持在控制範圍之內,生產中就可能出現問題。
一個有效的砂處理系統,應能監控型砂的效能,如有問題,應能及時加以改正。
由於各鑄造廠砂處理系統安排不同,選用的裝置也不一樣,要想擬定一套通用的控制辦法是做不到的。
這裡,打算提出一些目前已被廣泛認同的控制要點。各鑄造廠認真地理解了這些要點之後,可根據自己的具體條件確定可行的控制辦法。
而且,還要隨著技術的進步和工廠的實際能力(內含人員和資金)不斷改進對型砂系統的控制。

計算比較:型砂的比熱大致是:9.22×102J/kg·℃, 水的比熱是:4.19×103J/kg·℃, 水的蒸發熱是:2.26×106J/kg, 1噸砂中加20℃的水10kg(加水1%),使其溫度升到50℃,所能帶走的熱量為4.19×103 ×10×30,即12.57×105J。
1噸砂溫度降低1℃,需散熱9.22×102×1000 J,即9.22×105 J。
所以,在舊砂中加水1%,只能使溫度降低24.5℃。
使1噸砂中的水分蒸發1%(10kg),能帶走的熱量為2.26×107J,卻可使砂溫降低24.5℃。
以上的分析顯示:簡單地向皮帶機上加水或向砂堆灑水,冷卻效果是很差的。即使加水後向砂表面吹風,也不能有多大的改善。
加水後,要使水在型砂中分散均勻,然後向鬆散的砂吹風,使水分迅速蒸發,同時將蒸汽排除。
目前,型砂冷卻裝置的品種、規格很多,主要有冷卻滾筒、雙盤冷卻器和冷卻沸騰床等,都是利用水分蒸發冷卻型沙。其中,冷卻沸騰床效果較好。
2.舊砂的水分控制 幾乎所有的鑄造廠都檢查和控制混成砂的水分,但是,對於嚴格控制舊砂水分的重要性,很多鑄造廠的領導和技術人員還缺乏足夠的認識。
進入混砂的舊砂水分太低,對混砂質量的影響可能並不亞於砂溫過高。
試驗研究和經驗都已證明,加水潤濕干膨潤土比潤滑濕膨潤土難得多。
型砂中的膨潤土和水,並非簡單的混在一起就行,要對其加搓揉,使之成為可塑狀態。
這就像用陶土和水制陶器一樣,將水和土和一和,是鬆散的,沒有粘接能力;經由搓揉和摔打,使每粒土都充分吸收了水分,就成為塑性狀態,才可以成形,製成陶器毛坯。 鑄型澆注以後,由於熱金屬的影響,很多砂粒表面上的土-水粘結膜都脫水乾燥了,加水使其吸水還原塑性是很不容易的。舊砂的水分較低,在混砂機中加水混碾使之達到要求效能所需要的時間就越長。由於生產中混砂的時間是有限的,舊砂的水分越低,混成砂的綜合質量就越差。目前,各國鑄造工作者已有了這樣一種共識:進入混砂機的舊砂,水分只能比混成砂略低一點。 較好的做法是:在舊砂冷卻過程中充分加水冷卻後所含的水分略低於混成砂。這樣,從砂冷卻到進入混砂機還有一段相當長的時間,水可以充分潤濕舊砂砂粒表面上的膨潤土。 更好的做法是:在系統中設混砂機對舊砂進行預混,冷卻後的舊砂在預混混砂機中加水進行預混,以改善舊砂中膨潤土和水的混合狀態。國外,有的鑄造廠預混時,將需補加的新砂、膨潤土、煤粉等附加料全部加入。天津的新偉祥鑄造公司,用德國製造的EiRich混砂機預混。經由預混的舊砂,進入混砂機後加水量很少,只是略微調整。型砂中的膨潤土和水在混砂機進一步得到調製,型砂的效能就更為穩定一致。
3.舊砂的粒度 對於用粘土濕型砂製造的鑄鐵件,型砂的粒度以細一些為好。
由於混砂時舊砂用量一般都在90%以上,決定型砂粒度的因素主要是舊砂。
新砂加入量很少,不可能靠加入新砂來改變型砂的粒度。
所以,應該經常檢驗舊砂的粒度。 檢驗粒度時,取樣後先清洗除去泥分(可用測定含泥量時剩下的砂樣),烘乾後篩分。
對粒度有以下兩點要求。
140目篩上的砂粒應在10-15%之間。保持較多的細砂,可以減輕鑄件表面粘砂。而且,會增加砂粒之間粘結橋的數量,從而降低型砂的脆性,避免沖砂缺陷。
此外,這對提高型砂的溫強度、干強度和水分遷移後增濕層強度都有好處。
200目篩、270目篩和底盤上細砂的總和應盡量地少。這樣的細砂對改善鑄件表面質量的作用不大,卻會使混成砂的水分較高,而且會使型砂的透氣性降低。
細砂的總和一般應少於4%。
4.吸水細粉的含量 吸水細粉中主要是死粘土,還內含焦化了的煤粉細粒和其他細粉。
吸水細粉的含量並非越低越好,最好將其控制在2-5%之間。 吸水細粉,混砂時會和膨潤土爭奪水分,使混成砂達到可緊實性目的值所需的水分增高。
但是,據目前大家的認識,吸水細粉的吸水能力比膨潤土強,而保持水分的能力卻低於膨潤土。
因此,在型砂中加水量略有不當時,吸水細粉對型砂效能有一定的"微調和穩定"作用。
水分高時,細粉首先吸水,膨潤土所吸收水可較穩定一致;混成砂在輸送過程中水分蒸發時,吸水細粉所吸的水先蒸發,粘結砂粒的粘土膏中的水分較為穩定,型砂的效能也就較小波動。
吸水細粉含量太高也不好,會使型砂的水分較高,易於導致鑄件上產生針孔、表面粗糙和砂孔的缺陷。
吸水細粉含量太低,則型砂的效能(尤其是可緊實性)不易穩定。
翻砂-鑄造的俗稱
「砂型鑄造」 時先將下半型放在平板上,放砂箱填型砂緊實刮平,下型造完,將造好的砂型翻轉180度,放上半型,撒分型劑,放上砂箱,填型砂並緊實、刮平,將上砂箱翻轉180度,分別取出上、下半型,再將上型翻轉180度和下型合好,砂型造完,等待澆注。
這套工藝俗稱–「翻砂」。
翻砂是將熔化的金屬澆灌入鑄型空腔中,冷卻凝固後而獲得產品的生產方法。
在汽車製造過程中,採用鑄鐵製成毛坯的零件很多,約佔全車重量的60%左右,如氣缸體、變速器箱體、轉向器殼體、後橋殼體、制動鼓、各種支架等。
製造鑄鐵件通常採用砂型。砂型的原料以砂子為主,並與粘結劑、水等混合而成。砂型材料必須具有一定的粘合強度,以便被塑成所需的形狀並能抵禦高溫鐵水的沖刷而不會崩塌。
為了使砂型內塑成與鑄件形狀相符的空腔,必須先用木材製成模型,稱為木模。
熾熱的鐵水冷卻後體積會拉遠,因此,木模的尺寸需要在鑄件原尺寸的基礎上按收縮率加大,需要切削加工的表面相應加厚。
空心的鑄件需要製成砂芯子和相應的芯子木模(芯盒)。
有了木模,就可以翻制空腔砂型。在製造砂型時,要考慮上下砂箱怎樣分開才能把木模取出,還要考慮鐵水從什麼地方流入,怎樣灌滿空腔以便得到優質的鑄件。
砂型製成後,就可以澆注,也就是將鐵水灌入砂型的空腔中。
澆注時,鐵水溫度在1250—1350度,熔煉時溫度更高。然後還要經由除砂、修復、打磨等過程,才能夠成為一件合格鑄件。
翻砂鑄造是什麼意思?
翻砂鑄造是屬於鑄造中的一種類型,是用沙子做為原材料,這種做法古代就有了,算是一種傳統古老的鑄造。
當然了,沙子分為好幾種類型,有紅砂,黑砂,細的,粗的。做不同產品所用的砂子也是不同的,是有比較多的講究。
當然除了砂子外,還要有一個良好的模具,如上圖的模具,一般都是用木頭製作的模具。這個是鐵模。
鑄造步驟 (1)
先是要有製造產品的模具圖紙,根據這個讓模具師傅做出模具,一般模具費用都蠻高的。
模具一定要做好點,不然產品做出來有毛刺,不夠好。有了模具後,就可以正式去做了,模具分上下2部分。
鑄造步驟(2)
先拿模具上部分來做,先用一種潤滑的粉大概的敷在模具表面上,把鏟子把砂子都放到模具裡面填滿後,用力得踩模具上面,原理就是把砂子給踩平了,踩結實了。
就形成了一個長方形的面,把他平方在地面,拿下部分模具來做,方法一樣,做好之後,這個是關鍵,把他蓋在另一部分模具上面,就變成了一個完整的模具,然後把外面的箱子拿掉,然後看到了是一個長方形的砂子做的像模具一樣的物品。
鑄造步驟(3)
下面也是很重要的部分,什麼是鑄造,就是把金屬,銅,鋁,等融化後,造出來的產品。我們的翻砂鑄造呢,用鋁來說,把用設備

鋁融化後,澆進這個砂子樣品裡面,砂子樣品裡面是什麼?就是根據模具造出來的樣子,裡面有空間,這個空間就是所謂的產品了,獨到這裡你們知道多少了?
待鋁水干了後,把砂子樣品把開,把鑄件周圍的砂子都搞掉,一個產品的樣子就出來了。
一個最原始沒有加工過的鑄件。經過拋光打磨後就出來這樣的效果了。